
This is the eighth post in the series of 11-steps to follow to achieve success in automated manufacturing systems. If you’re new to this series, you can start with the first step: When to Automate.
In this post, we’re covering Step 8—Runoff & Factory Acceptance Test at Supplier.
- When to Automate
- Where to Start
- Who Should Be Involved
- How an Automation Architect Selects an Equipment Supplier
- The Contract
- Defining the Solution
- Project Execution
- Runoff & Factory Acceptance Test at Supplier
- Operator & Maintenance Training
- Installation, Site Acceptance Test & Production Start-Up
- Continuous Improvement
To get all 11 steps together in an ebook, fill out the form below and we’ll send it to you!
Step 8: runoff & Factory acceptance test at supplier
Before shipping the equipment to the user, the user and the builder test the system in a runoff at the builder’s plant. This is commonly referred to as a Factory Acceptance Test (FAT). The intent is to pre-approve and accept the system at the builder’s plant according to previously agreed upon criteria.
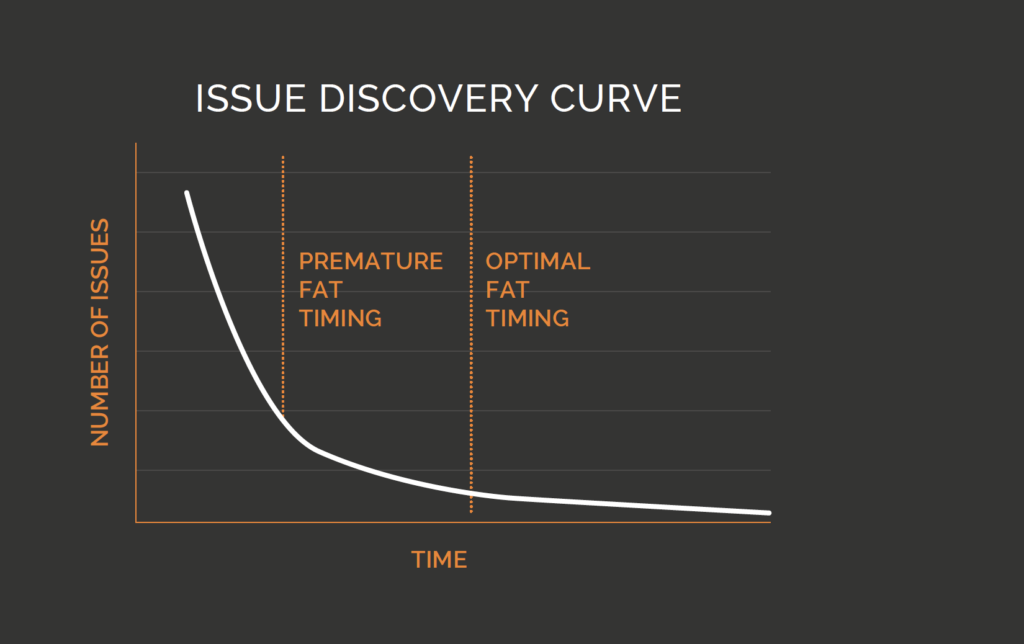
For the runoff to be successful, the customer should provide the previously agreed upon quantity and quality of parts. The quantity of parts needed may be dynamic, depending on where the builder is on the issue discovery curve discussed in Step 7 – Project Execution. If there are still lingering equipment issues that need to be debugged, the builder might need to run more parts in order to get further down the curve.
Some of the testing criteria for the runoff may include:
- System productivity (cycle time)
- System capability to maintain part quality over a predetermined run
- Changeover time, if system is to be changed for a family of parts
- Other factors as previously agreed
FACTORY ACCEPTANCE TEST TIMING
The timing of FAT is critical to the long term success of the equipment. Due to schedule constraints, some manufacturers may push to have FAT completed even if the equipment is not stabilized. If FAT is conducted while the issue discovery slope is still steep, the manufacturer may hurt their budget and schedule more than if they waited for further debugging to take place. Issue resolution is much faster and cheaper on the builder’s plant floor than after the equipment is in production.
It may also be tempting to run off the equipment before running through the full quantity of parts that were allocated to FAT. However, this will lead to issues down the road, either at the final acceptance test or during production, and it is highly advisable to run the full quantity of parts allocated to FAT.
Perspectives on Automation
“One of the things that we don’t do enough is allow time for an adequate runoff at the vendor site. Typically, the runoff is a timeline-driven thing rather than an engineering-driven thing, where time becomes the dominant factor, rather than the quantity and quality – a major error. The same thing applies to runoffs during startup in your plant. Acceptance criteria are clearly spelled out in the contract – that goes from the first-part dimensional features; it goes to a process potential (X number of pieces in a row), then to a Cpk of key features that are pre-selected, and you’re basically looking at the dimensional integrity of the product and of the capability of the process to hold those tolerances. Then analyze the overall performance of the system. Does it meet rates, efficiency, and changeover times? When all of those criteria are met, then we go into an acceptance run, which is usually an 8-hour (shift) run, split up over multiple sizes and variations, so you can exercise any tooling changes and any length variations — get the small, medium and large of the parts you’re going to run. A good runoff is essential to the success of production in the user’s plant. In a way, it is the proof, and the only proof that matters, that all of the work that has preceded it in the program has led to a satisfactory performance.”
OEM products manufacturer
“The entire project team from our plant attends this runoff including those responsible for project design, manufacturing process, quality acceptance, plus those in our plant who will run, set up, maintain and program changes when needed.”
Manufacturer of heavy industrial and commercial products
“On a cycle time of 1200 an hour, we specify an eight-hour runoff.”
Consumer products manufacturer
“Our normal specification is for a specific Cpk. We also include our supplier runoff of 24-hour dry cycle, and then a day’s worth of parts, furnishing us with the Cpk data for that run.”
Automotive components manufacturer